服務(wù)熱線
135-3059-7494

手機:135-3059-7494


自動化集成系統(tǒng)配套服務(wù)商-日弘智能今天為大家講講視覺對位系統(tǒng)MARK定位點設(shè)計有什么要求?MARK定位點設(shè)計規(guī)范。
一、MARK點作用及類別
MARK點也叫基準點,為裝配工藝中的所有步驟提供共同的可測量點,保證了裝配使用的每個設(shè)備能精確地定位電路圖案。因此,MARK點對SMT生產(chǎn)至關(guān)重要.
二、視覺對位系統(tǒng)MARK點設(shè)計規(guī)范
所有SMT來板必須有MARK點,且Mark點的相關(guān)SPEC如下:
1,要求
Mark點標記為實心圓;
2,組成
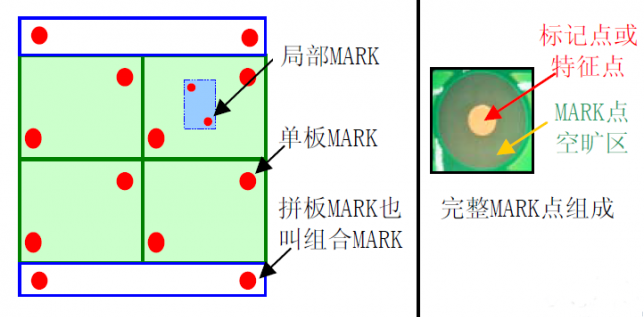
一個完整的MARK點包括:標記點(或特征點)和空曠區(qū)域。
3,位置
1)Mark點位于電路板或組合板上的對角線相對位置且盡可能地距離分開。最好分布在最長對角線位置,建議非對稱防呆;
2)為保證貼裝精度的要求,SMT要求: 起在SMT試跑的所有機種(包括衍生機種),每1pcsPCB板內(nèi)必須至少有一對符合設(shè)計要求的可供SMT機器識別的MARK點,即必須有單板MARK(單板和拼板時,板內(nèi)MARK位置)。拼板MARK或組合MARK只起輔助定位的作用;
Mark點位于電路板的位置
3)拼板時,每一單板的MARK點相對位置必須一樣。不能因為任何原因而挪動拼板中任一單板上MARK點的位置,而導致各單板MARK點位置不對稱;
4)PCB板上所有MARK點只有滿足:在同一對角線上且成對出現(xiàn)的兩個MARK,方才有效。因此MARK點都必須成對出現(xiàn),才能使用。
4,尺寸
1)Mark點標記最小的直徑為1.0mm [0.040″],最大直徑是3.0mm [0.120″]。Mark點標記在同一塊印制板上尺寸變化不能超過25 微米[0.001″];
2)特別強調(diào):同一板號PCB上所有MARK點的大小必須一致(包括不同廠家生產(chǎn)的同一板號的PCB);
3)建議RD-layout將所有圖檔的Mark點標記直徑統(tǒng)一為1.0mm;
5,邊緣距離
視覺對位系統(tǒng)MARK點(邊緣)距離印制板邊緣必須≥5.0mm [0.200″](機器夾持PCB最小間距要求),且必須在PCB板內(nèi)而非在板邊,并滿足最小的MARK點空曠度要求。
強調(diào):所指為MARK點邊緣距板邊距離≥5.0mm[0.200″],而非MARK點中心。
6、空曠度要求
在Mark點標記周圍,必須有一塊沒有其它電路特征或標記的空曠面積。空曠區(qū)圓半徑 r≥2R , R為MARK點半徑,r達到3R時,機器識別效果更好。
常有發(fā)現(xiàn)MARK點空曠區(qū)為字符層所遮擋或為V-CUT所切割,造成SMT機器無法識別。
MARK點邊緣距板邊距離≥5mm
7、材料
Mark點標記可以是裸銅、清澈的防氧化涂層保護的裸銅、鍍鎳或鍍錫、或焊錫涂層。如果使用阻焊(soldermask),不應(yīng)該覆蓋Mark點或其空曠區(qū)域
8、平整度
MARK點標記的表面平整度應(yīng)該在15 微米[0.0006″]之內(nèi)。
9、對比度
a) 當MARK點標記與印制板的基質(zhì)材料之間出現(xiàn)高對比度時可達到最佳的性能。
b) 對于所有MARK點的內(nèi)層背景必須相同。
三、MARK點設(shè)計不良實例
1,為了使相關(guān)部門能更好地理解上述MARK點設(shè)計的相關(guān)規(guī)范,現(xiàn)列舉若干個MARK點設(shè)計不良實例并附錄不良圖片及參照標準
2,MARK點設(shè)計不良問題描述參照標準
3,MARK點空曠區(qū)域為字符層或電路特征所遮擋,SMT機器無法識別。
4,MARK點空曠度要求MARK點沒有空曠區(qū)域,只有標記點,造成SMT機器無法識別。
5,MARK點距印制板邊緣距離
6,MARK點為V-cut所切,SMT機器無法識別。 MARK點形狀
7,MARK點距板邊距離≤5mm,SMT機器無法識別。
8,PCB板上所有MARK點標記直徑只有0.85MM,且形狀不規(guī)則,SMT機器難以識別,
9,PCB板內(nèi)無MARK點,板邊MARK位置不對稱,造成SMT無法作業(yè)。
10,板內(nèi)無MARK,拼板尺寸有誤差,貼裝后元件坐標整體偏移,造成SMT作業(yè)困難。
11,MARK點大小和形狀MARK點 0.5m 1.0m
PCB板的MARK定位點,為滿足SMT的自動化生產(chǎn)處理的需要,加MARK點,
注意事項:
1) 距離板邊緣和機械定位孔的距離≥7.5mm。
2) 它們必須有相同X或Y坐標
3) MARK點必須要加上阻焊。
4) MARK點至少有2個,成對角放置,建議不對稱偏位。
5) MARK點的尺寸見下圖。
6) 它們是在頂層和底層放置的表面焊盤。
推薦:通常MARK點焊盤直徑(PD)1.6mm(63mil)阻焊直徑(D(SR))3.2mm(126mil);當PB 的密度和精度要求非常高時,MARK點焊盤可以為1.0mm(必須通知工程部),并且提供相關(guān)原始圖檔,或?qū)嵨铮に嚧_認可操作性后可安排批量制作。
通常MARK點焊盤的直徑
四、印制板設(shè)計要求
1. 印制板的外形:印制板外形應(yīng)為長方形,四個角圓弧半徑在2~4mm之間;最大尺寸為:450mmX400mm,最小尺寸為:100mmX50mm 。
2. 印制板的翹曲度:最大上翹0.5mm,最大下翹1.2mm,如圖1所示。
3. 當印制板需要被部分地裁去邊或角時,應(yīng)采用工藝沖縫的方法,使要裁去的部分能夠保留到自動貼片工序完成后再去除,如圖2所示。
4. 邊沿若要開口,其開口寬度不要超過3mm,深度不要超過30mm。開口與附近角的距離要大于35mm;同一邊上不要超過5個開口;盡量避免在長邊上開口。
關(guān)于MARK定位點設(shè)計規(guī)范的技術(shù)點,想要了解更多的,可關(guān)注日弘智能官網(wǎng),如有需要了解更多運動控制卡,運動控制器,Ethercat總線控制器,Codesys,視覺系統(tǒng),視覺運動控制系統(tǒng),視覺激光打標機系統(tǒng),視覺點膠機系統(tǒng),五軸聯(lián)動系統(tǒng),振動刀切割系統(tǒng),裁布切割系統(tǒng)的相關(guān)技術(shù)知識,歡迎留言獲取!

日弘智能是提供:運動控制器,運動控制卡,視覺激光打標機系,視覺點膠機系統(tǒng)視覺運動控制系統(tǒng),Ethercat總線控制器,價格咨詢,控制器選型以及各型號庫存現(xiàn)貨供應(yīng)等服務(wù)。
